.png)
.png)
.png)
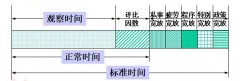 標準工時的時間研究步驟六:制定標準時間
標準工時的時間研究步驟六:制定標準時間 標準時間的形成。由前面五個步驟綜合,標準時間是由最初用秒表測得的時間,經評比率修正為正常時間,然后考慮寬放時間的加入,最后得到標準時間.
 生產防錯過程中常見的十種錯誤
生產防錯過程中常見的十種錯誤 生產防錯過程中常見的十種錯誤......
 標準工時的時間研究步驟一:收集資料
標準工時的時間研究步驟一:收集資料 標準工時的時間研究步驟一:收集資料......
- 標準工時的時間研究步驟二:劃分操作單元
為了便于分析研究,常將操作劃分為細小的單元。通過動素分析我們知道 ,所有的操作可分為17種動素。如用秒表來觀測,則每一動素所占時間過于短促,無法觀測與記錄。為了秒表測
- 標準工時的時間研究步驟三:測時
標準工時的時間研究步驟三:測時,前面的步驟是測時的準備工作,準備工作就緒,即可開始測定。這里僅介紹最常用的連續測時法的使用。
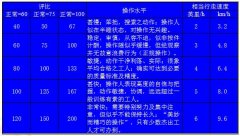 標準工時的時間研究步驟四:評定正常時間
標準工時的時間研究步驟四:評定正常時間 所謂“評比”,就是時間研究人員將所觀測到的操作者的操作速度,與自己所認為的理想速度(正常速度)作一想象的比較。因此,時間研究人員必須能在自己頭腦中建立一個理想的速
- 作業測定的工作階次(層次)
作業測定(時間研究)過程中工作階次(層次)的劃分應以研究方便為原則。低階次的工作可以合成為高階次的工作,高階次的工作亦能分解成低階次的工作。
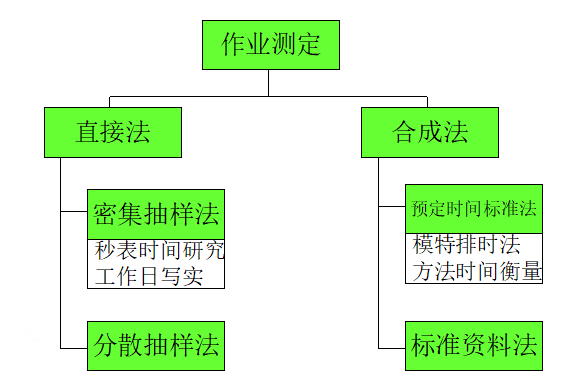 作業測定的主要方法
作業測定的主要方法 作業測定方法可分成直接法與合成法兩種。直接法又分成密集抽樣法與分散抽樣法兩種。密集抽樣法是利用秒表或電子計時器直接觀測工作時間,分散抽樣法則間歇性地測取工作資料。
- 如何用5Why分析法找出潛在因子X?
六西格瑪管理分析如何找出潛在因子X?其中的一個方法是5Why 分析法,即找出引發現象的原因時,要考慮后再提出,要有規則、有順序的分析,避免要因的遺漏。分析結束以后,從最后
- 5Why分析法的10個原則
5 Why分析法的 10 個原則,出發點的「為什么①」是引發現象的根源,把分析焦點放在這里,引導出發生的原理,原則 (或避免發生的原理、原則)。
- 精益生產中的作業測定及其作用
在精益生產中,作業測定是指把作業分成適當的作業單位(作業要素),以時間作為尺度進行測定、評價、設計及改善。
 IE工業工程中時間研究包括哪些內容?
IE工業工程中時間研究包括哪些內容? 在生產制造的過程中,從工作的開始到完成整個工作的過程中,包括了基本操作時間及無效時間。基本操作時間系指完全依照設計資料,以最佳的制造方法,能制造出該產品的所需最小

- 400-800-9259
.jpg)
- 快速咨詢
- 您的姓名您的姓名:(保密)您的電話您的電話:(保密)您的郵箱留言內容您的需求:(保密)留言時間后臺欄目摘要
獲取免費方案